欢迎访问湖北航安智能科技有限公司网站!
.jpg)


自动加压装配线方案
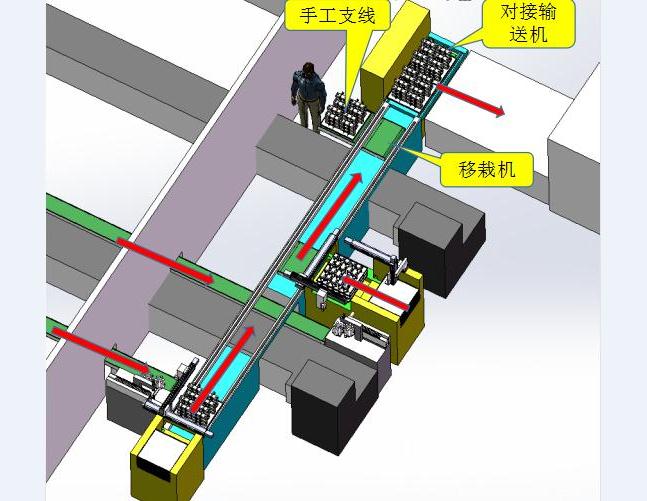
一、方案布局图

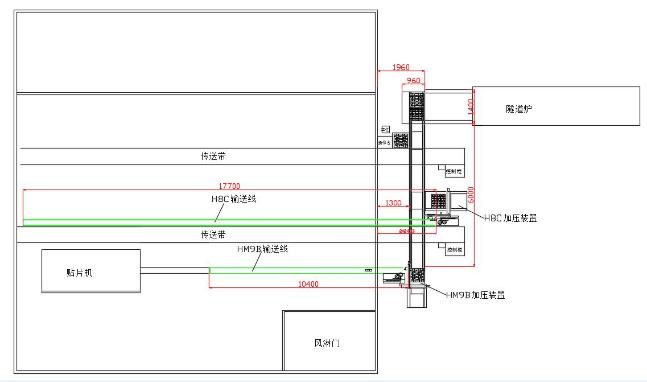
二、方案平面布局图
三、方案介绍
工件进料:
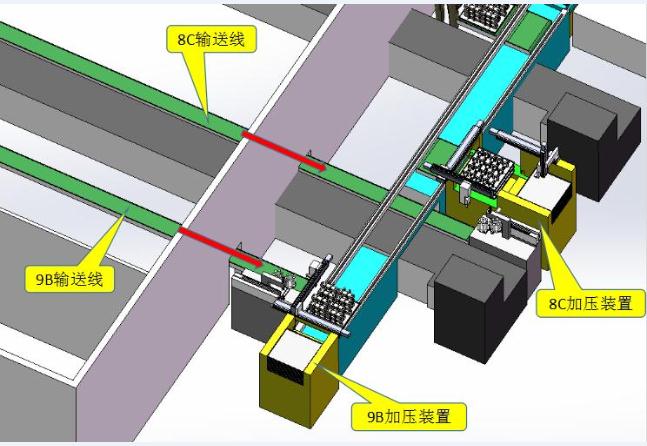
1、9B输送线与贴片机输送线对接,然后将工件输送到加压装置。9B输送线高度875mm。
2、人工将工件按照指定的方向放置在8C输送线上,然后输送到8C加压装置。在加压装置夹取工件之前,必须检测工件的方向,防止人工摆放错误。8C输送线高度700mm。
3、工件在输送线传送至末端,检测到工件到位后,输送线停止运行。定位机构的气缸将工件横推定位。
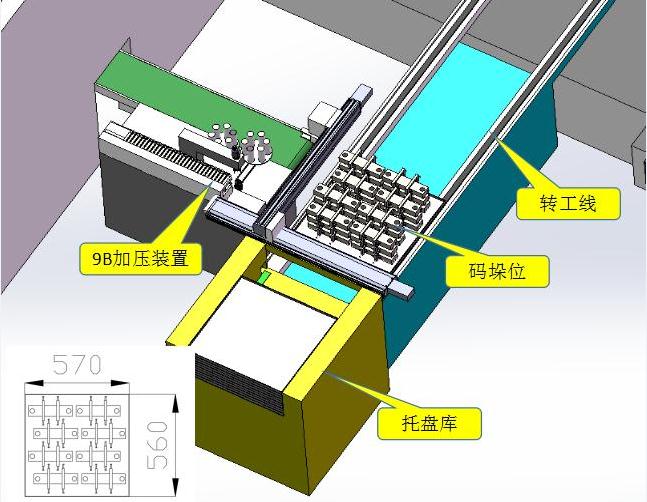
9B加压、码垛:
1、三轴机械手取件,到加压装置处装配加压。压块由人工上料,通过旋转放料装置推到工件下方和上方的凹槽处。弓形夹由人工上料放置到自动上料机里,在加压时逐个推到工件凹槽处,通过拧紧轴将一侧螺钉拧紧加压。
2、加压完成,机械手再将工件码放到托盘上。
3、托盘库可以自动上托盘,并定位。
4、9B 需要码放三层,按图所示方式码放。
生产节拍:
托盘570*560mm,隧道炉行走570mm需要约780s,在此时间内生产9B有19.5件,所以必须码放3层(每层8个)。
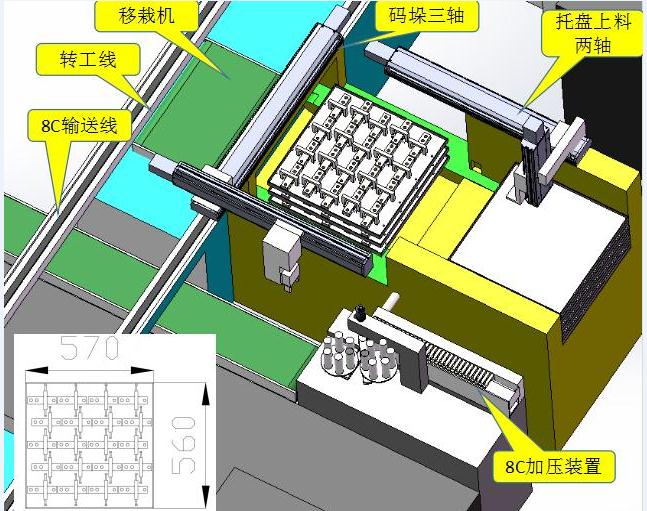
8C加压、码垛:
1、8C输送线*,工件从转工线下方输送到加压装置。
2、8C需要至少码放两层。由于8C是单个弓形夹,为**码放稳定,需要在码放一层后,再放置一个托盘,然后开始码放8C。
3、在码放8C时需要加托盘,可以通过托盘上料两轴机械手。
4、码放完成后通过移栽机输送到转工线上。
生产节拍:
托盘570*560mm,隧道炉行走570mm需要约780s,在此时间内生产8C有39件(约20s/件),所以码放至少2层(每层20个)。码放方式如图。
转工线输送流程:
1、9B和8C通过系统控制码垛,然后整盘输送到转工线上,.终全部传送至对接输送机。
2、转工线*,在上方行走。
3、在对接输送机缓存有两盘时,转工线如果在传送来一盘时,通过移栽机将来的托盘顶起,缓存在转工线上。第二盘传送到移栽机前时,系统控制转工线停止运行。
4、手工支线的托盘需要往转工线上输送时,人工按下启动按钮,在手工支线前方的转工线传感器没有感应到线体上有托盘时,系统自动控制手工支线与移栽机对接,然后将托盘输送到转工线上。
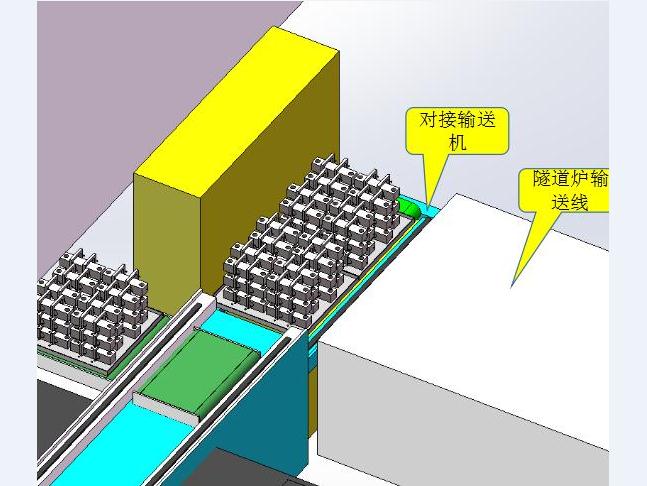
托盘进隧道炉:
1、对接输送机上缓存有两盘工件时,对接输送机下降,将托盘放置到下方的移栽机上,移栽机与隧道炉输送线平行,.后移栽机将托盘缓慢输送进隧道炉。
湖北航安智能科技有限公司主营工业机器人,自动装车机,自动码垛机,自动拆袋投料机等产品设备,欢迎联系我们进行合作!

返回顶部
 当前位置:
当前位置:




